



| 材质 | 钢铁 |
|---|---|
| 产地 | 山东 |
| 产品类型 | 全新 |
| 种类 | 钻床 |
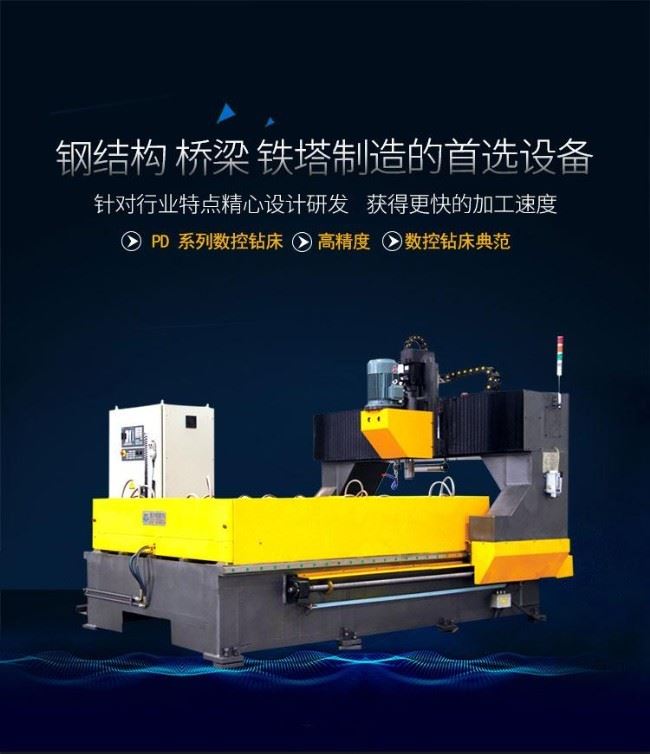
| 适用行业 | 钢结构 铁塔 铁梁 桥梁 机械加工等行业连接板 地脚板的钻孔加工 |
| 自动化程度 | 全自动 |
| 品牌 | 天舜 |
| 型号 | PHD2016 |
 一、机床结构:
一、机床结构:
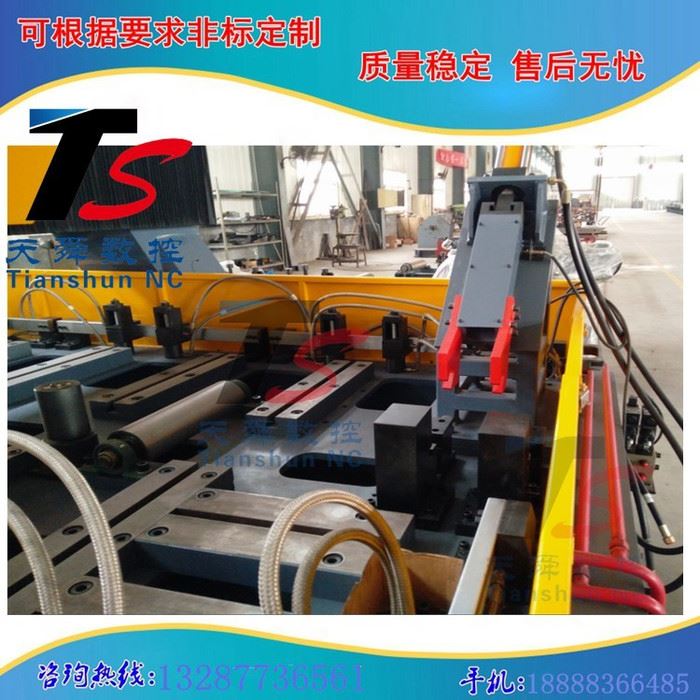
1、机床主要由床身、工作台、龙门、动力头、数控系统、冷却系统等部分组成。
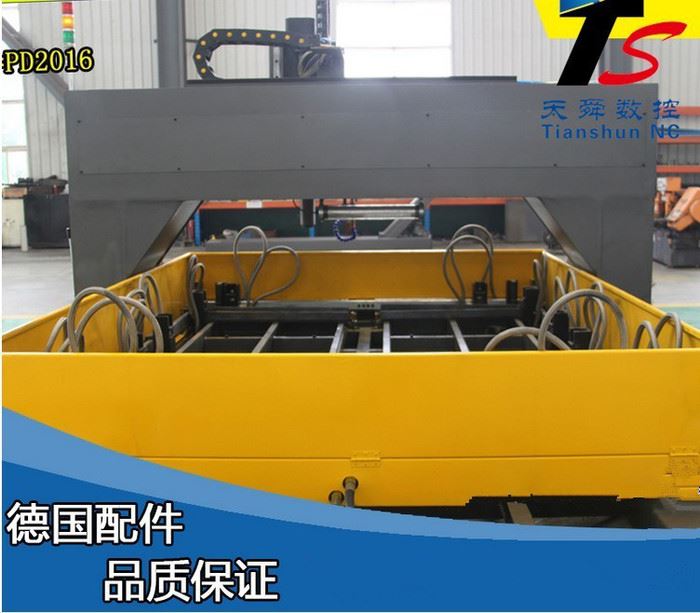
2、龙门数控钻床机床采用龙门移动,床身、工作台固定的形式。
3、床身、龙门为焊接件,加工前经高温退火,半精加工后二次退火去除应力,然后再精加工,可保证机床精度稳定,床面采整体铸铁工作台精铣出T型槽,保证工作台面精度。
4、龙门数控钻床共有3个数控轴,床身上装有重型直线导轨,工作台可沿导轨作纵向运动(x轴),龙门横梁上也装有直线导轨,溜板可沿导轨作横向运动(y轴),溜板上装有滑块,动力头上装有导轨,动力头可在溜板上作垂直方向运动(z轴),x、z轴都采用数控电机加滚珠丝杠Y轴采用驱动。
5、动力头主轴采用精密钻床电主轴,变频主轴电机驱动,可根据需要无级调速。主轴可通过ER32夹头装夹钻头或铣刀,钻头摆动可控制在0.002,精度更高,实现高速切削。
6、机床采用水冷,配备冷却液供给、回收、循环系统,配备自动油路润滑系统,保证直线导轨与滚珠丝杠的平稳长久有效工作。
7、数控采用众为兴专业钻铣雕刻系统,配备RS232接口和彩色显示屏,中文操作界面,可现场/外部USB输入工件,操作简便,配备全数字高速手轮,使您的操作更方便快捷。
8、机床x、y轴导轨和丝杠都配备防护罩。X轴y轴配备风琴式防护罩。
9、为了确保机床的可靠性,关键件均采用进口优质品,见进口件目录。
 三、相关技术参数:
三、相关技术参数:
最大钻孔直径.......................Φ1mm-Φ11mm(高速直柄麻花钻头)
最大钻孔直径.......................Φ14mm-Φ50mm(高速取芯钻头)
最大立铣直径.......................Φ18mm
主轴孔锥度..........................ER32
主轴最大行程........................550mm可根据客户需求定制
工作台面距主轴端面最大距离..........400mm
主轴转速范围........................500-9000r/min
主轴转速级数........................12级(根据产品规格而定)
主轴定位精度........................0.1mm
主轴重复定位精度....................0.015mm
龙门行程............................根据产品规格而定
工作台面尺寸( 长×宽)...............根据产品规格而定
工作台最大载重(置中)..............1000kg
主电机功率..........................3.5-7.5KW
三轴快速位移........................8000mm/min
机床外形尺寸( 长×宽×高)...........根据产品规格而定

四、钻床主要部件目录:

注:1.以上配套厂商为本公司定点供应商,遇有特殊情况供应不上时,双方协商经甲方
书面同意,可采取同级产品替代,但质量标准不低于上述供应商。2.具体配置也可根据用户需求做相应调整。
五、操作规程:
1、工作前认真检查电网电压、油泵、润滑、油量是否正常,检查压力、冷却、油管、刀具、工装夹具是否完好,并作好机床的定期保养工作。
2、机床通电启动后,先进行机械回零操作,然后试运转5分钟,确认机械、刀具、夹具、工件、数控参数等正确无误后,方能开始正常工作。
3、认真查验程序编制、参数设置、动作排序、刀具干涉、工件装夹、开关保护等环节是否完全无误,以免循环加工时造成事故、损坏刀具及相关部件。严格按操作流程进行试切对刀,调试完成后要做好程序保护工作。
4、自动循环加工时,应关好防护拉门,在主轴旋转同时需要进行手动操作时,一定要使自己的身体和衣物远离旋转及运动部件,以免将衣物卷入造成事故。
5、主轴或刀塔刀库装刀操作一定要在机械运动停止状态下进行,并注意和协作人员间的配合,以免出现事故。在手动换刀或自动换刀时,要注意刀塔、刀库、机械手臂转动及刀具等的安装位置,身体和头部要远离刀具回转部位,以免碰伤。对加工中心机床,还应注意检查刀库刀套号与刀具号间的对应关系,以防止刀库刀号混乱造成换刀干涉或加工撞刀事故。
6、工件装夹时要夹牢,以免工件飞出造成事故,完成装夹后,要注意将卡盘扳手及其它调整工具取出拿开,以免主轴旋转后甩出造成事故。
7、机床操作者应能够处理一般性报警故障,若出现严重故障、应迅速断电、并保护现场,及时上报,并做好记录。
8、工作完毕后,应将机床导轨、工作台擦干净,并认真填写工作日志。
六、维护检修:
目的:延长元器件的寿命和零部件的磨损周期,预防各种故障,提高数控钻床的平均无故障工作时间和使用寿命。
数控钻床使用中应注意的问题
1、数控钻床的使用环境:对于数控钻床最好使其置于有恒温的环境和远离震动较大的设备(如冲床)和有电磁干扰的设备。
2、电源要求
3、数控钻床应有操作规程:进行定期的维护、保养,出现故障注意记录保护现场等。
4、数控钻床不宜长期封存
5、注意培训和配备操作人员、维修人员及编程人员
数控系统的维护
1、严格遵守操作规程和日常维护制度
2、防止灰尘进入数控装置内:漂浮的灰尘和金属粉末容易引起元器件间绝缘电阻下降,从而出现故障甚至损坏元器件。
3、定时清扫数控柜的散热通风系统
4、经常监视数控系统的电网电压:电网电压范围在额定值的85%~110%。
5、定期更换存储器用电池
6、数控系统长期不用时的维护:经常给数控系统通电或使数控钻床运行温机程序。
7、备用电路板的维护。
机械部件的维护
1、丝杠和导轨的维护
①定期检查、调整丝杠螺母的轴向间隙,保证反向传动精度和轴向刚度;
②定期检查丝杠支撑与床身的连接是否松动以及支撑轴承是否损坏。如有以上问题要及时紧固松动部位,更换支撑轴承;
③采用润滑脂的滚珠丝杠,每半年清洗一次丝杠上的旧油脂,更换新油脂。用润滑油润滑的滚珠丝杠,每天机床工作前加油一次;
④注意避免硬质灰尘或切屑进入丝杠防护罩和工作过程中碰击防护罩,防护装置一有损坏要及时更换。
2、主动轴的维护
①定期调整主轴夹具的松紧程度;
②防止各种杂质进入冷却循环水箱。每年更换一次润滑油;
③保持主轴与刀柄连接部位的清洁。需及时调整液压缸和活塞的位移量;
④要及时调整配重。
气动系统的维护
1、清除压缩空气的杂质和水分;
2、检查系统中油雾器的供油量;
3、保持系统的密封性;
4、注意调节工作压力;
5、清洗或更换气动元件、滤芯。